铝合金压铸件不仅质轻,,工艺性好, 由于压铸生产是少无切削金属成型工艺,因此不仅节省了大量的金属,同时也缩短了零件的加工周期,所以,现在越来越多地用于零件成型。过去,我们对铝压铸件的气孔、小孔等缺陷一般都偏重于对压铸模具浇注系统的设计改进,排气槽的合理安排等方面去研究,而忽略了铸铝合金在熔化工艺和压铸工艺等方面的探讨。
铝氧化时生成氧化铝,它会强烈地吸收氢气进入铝液中,同时铝及其合金溶液受氧化铝站污使其J陛能剧烈恶化。氧化铝不溶于铝液中,但它会使合金流动性降低,使铸件形成气孔、裂纹和斑疤的倾向,从而降低了铝铸件的机械性能和加工性能。
为取得较纯的铝合金的 条件,首先是使用干燥无污垢的炉料。金属表面的水分和锈蚀生成物是合金受氧化而站污的原因。熔炼时,铝合金的氧化是与炉内气氛的相互作用而发生的,合金液的温度越高,氧化程度越剧烈。因此好的熔化条件,不使合金液过热时防止铝合金氧化的一个重要内容。
将涂有涂料的铸铁增锅加热至暗红色(500~600℃)装入经预热300~400℃同牌号的铝合金浇口、铝瓶、废压铸件等,将预热的铸铝合金倒入,熔化后搅拌一分钟,并升温至690~710℃,用0.2%的ZnCI2进行除气精炼,再停留10~15分钟,除去表面熔渣,即可浇注。铝液温度不应超过750℃。
铝件行业的四种底子工艺分别是退火、正火、淬火和回火,这四种工艺被称为压铸中的“四把火”,其在压铸过程中,淬火与回火的关系非常密切,两者缺一不可。
据了解,退火是给工件加温,当加热到恰当温度时,根据所选用的材料的不同,对压铸件进行缓慢冷却,已达到金属内部组织靠近平衡情况。正火是将工件加热到合适的温度后在空气中冷却,主要用于材料的切削功用,也可用于对一些需要不高的零部件作为结束压铸。淬火是将工件加热保温后,在水、或者由以及其他无机盐溶液等淬冷介质中冷却,经过此道工序,生产出来的钢件将会变硬,同时也使钢件变脆。为了使钢件脆性降低,可将淬火后的钢件放置于650摄氏度以下高于常温的某一温度进行长时间的保温,然后进行冷却,这被称为回火。
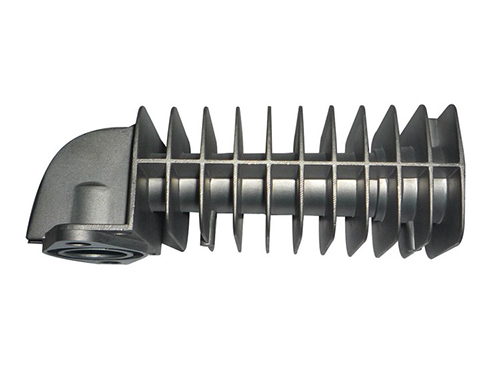
铝件的应用铝材料和铝合金具有良好的流动性和可塑性,因此可以做出各种形状复杂、难度大的压铸件,用铝合金和金属铝铸造的铸件具有较高的精度和表面光洁度,这在很大程度上减少了铸件的机械加工量、降低了劳动强度、同时节约了电力、金属材料。因其具有较高的内在质量和外在质量,铝件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、传动机械制造、 仪器、园林美化、电力建设、等各个行业中,成为压铸业的新宠。
铝件的交付、包装、运输与储存
1 供方应提供需方一份检验证明,用来说明每批压铸件的检验符合本标准的规定。
2 合格压铸件交付时, 附有检验合格证。其上应写明下列内容:产品名称、产品号、数量、交付状态、制造厂名。检验合格印记和交付时间。有检验项目者,应在检验合格证上注明检验的条件和结果。
3 压铸件的包装应牢固,能产品在运输和储存期的 和清洁。包装箱面或标签上应注明产品名称、产品号、数量、制造日期及收发单位名称。
4 产品应贮存于干燥、通风、无腐蚀性气体的环境中。
河北铝件 陕西铝件




